-
E-mail
ddxfvgdwm@163.com
-
Phone
13202009968
-
Address
No. 8 Lvyuan Avenue, Xinfeng Industrial Park, Ganzhou City, Jiangxi Province
Product Categories
Ganzhou Big Brother Cutting Tools Co., Ltd


Large harvester cutting tools
NegotiableUpdate on 01/22
- Model
- Nature of the Manufacturer
- Producers
- Product Category
- Place of Origin
Overview
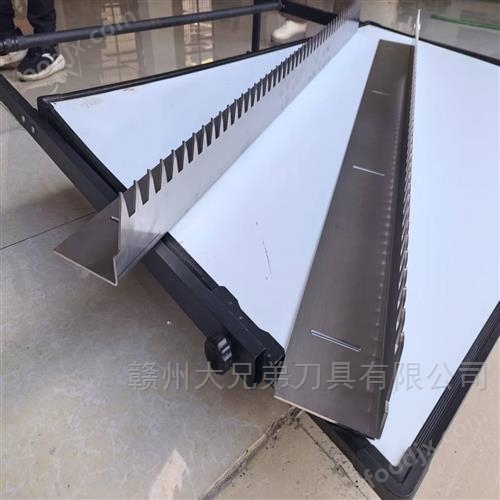
The forming blade of a large harvester is a key component of the harvester, and its performance directly affects harvesting efficiency and quality. The following is a detailed explanation and introduction about it:
Product Details
Description and Introduction of Large Harvester Forming Blades:
Structure and Type
structureLarge harvester formed blades are usually composed of a cutting edge, a back, and a handle. The cutting edge is the part responsible for cutting crops, which requires extremely high sharpness and wear resistance; The back of the blade plays a role in supporting and protecting the cutting edge, requiring a certain level of strength and toughness; The handle is used to secure the blade to the cutter head or shaft of the harvester.
typeThe type of blade varies depending on the harvested crops. For example, when harvesting low stem crops such as wheat and rice, rotary tillers and weeding knives are often used; When harvesting high stem crops such as corn and soybeans, combined harvesting blades and plows are often used.
Material selection
30MnB5 steel plateThis is a commonly used blade material with a tensile strength of 1000-1200MPa, a yield strength of ≥ 800MPa, and an elongation of ≥ 10%. It is not easily deformed when cutting high fiber crops and can absorb impact energy to avoid fracture. 3-6mm thin plate is suitable for light harvester blades, while 12-16mm medium thick plate is used for heavy harvester blades.
Low alloy high-strength structural steel and martensitic stainless steel composite materialComposite blades made of low-alloy high-strength structural steels such as 16MnV and 27SiMn for the outer and inner layers, and 9Cr18MoV or 9Cr18Mo martensitic stainless steel for the middle layer. This structure endows the blade with strong toughness, high wear resistance, and self grinding function.
manufacturing process
Hot rolling forming processUsing steel billets as raw materials, they are heated and hot-rolled into a basic shape on a rolling mill, and then completed through processes such as cutting, punching, and flattening bending. During hot rolling, the blade extension increases the average width by more than 3mm, the blade thickness is 1.0 ± 0.5mm, and it can make the metal fiber structure continuous, ensuring the toughness of the blade and transition zone. Finally, through high-frequency furnace heat treatment, reasonable hardness values are obtained for the handle, cutting edge, and back of the blade.
Cutting and Forming ProcessFor composite blades, centrifugal casting technology is commonly used to produce centrifugal tube blanks, which are then subjected to ring rolling, annealing heat treatment, and then cut into shaped metal blades using a water jet or wire cutting. Finally, quenching and tempering treatment are carried out.
Performance Requirements
Cutting performanceThe blade should be able to efficiently cut different types of crops, ensuring smooth cutting and reducing crop pulling and residue.
durabilityUnder normal usage conditions, it should be able to withstand frequent cutting operations, have a long service life, and be less prone to excessive wear, chipping, or breakage.
safetyThe design and manufacturing of blades should comply with relevant safety standards, and after installation and fixation, they should not loosen or fall off during operation, avoiding injury to operators.
surface treatment
To improve the wear resistance and corrosion resistance of the blade, surface treatment is usually carried out. If the surface of the blade is polished to Ra ≤ 1.6 μ m, it can reduce the erosion of soil moisture and chemicals, and extend its service life in humid environments.




